
密工(gōng)具(jù)有(yǒu)限公(gōng)司")
24小(xiǎo)时服務(wù)热線(xiàn):


产(chǎn)品分(fēn)类

刀(dāo)具(jù)材料的发展过程,实际上是不断地提高刀(dāo)具(jù)材料的耐热性、耐磨性、切削速度和表面加工(gōng)质(zhì)量的过程。
目前,陶瓷材质(zhì)应用(yòng)范围较广,可(kě)加工(gōng)多(duō)种材料;大部分(fēn)常用(yòng)于高速車(chē)削工(gōng)序,也可(kě)用(yòng)于切槽和铣削工(gōng)序。每种陶瓷材质(zhì) 具(jù)有(yǒu)特定的属性,如果使用(yòng)得当的话,可(kě)发挥最大的生产(chǎn)效率。
何时应用(yòng)以及如何使用(yòng)陶瓷材质(zhì)的应用(yòng)知识对于加 工(gōng)是否成功非常重要。陶瓷与硬质(zhì)合金相比,陶瓷材料具(jù)有(yǒu)更高的硬度、热硬性和耐磨性,且化學(xué)稳定性、抗氧化能(néng)力等均优于硬质(zhì)合金,因此,陶瓷刀(dāo)具(jù)已经成為(wèi)航空航天业刀(dāo)具(jù)发展的一个主流。
富莱克陶瓷铣刀(dāo)产(chǎn)品的研发推广,既符合行业发展趋势,也是自我修行的又(yòu)一个创新(xīn)。

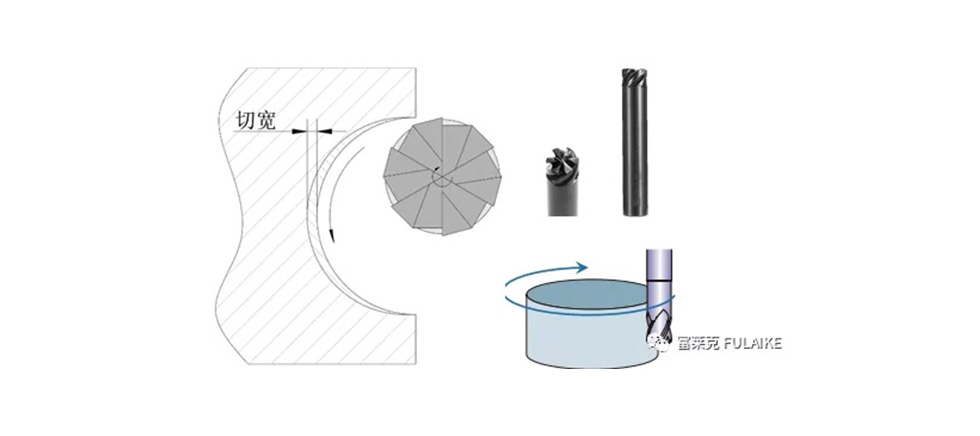
▴零件加工(gōng)▴
陶瓷刀(dāo)具(jù)的关键是切削热,切削参数的核心是热平衡。陶瓷刀(dāo)具(jù)依靠高速干式切削将刀(dāo)尖温度瞬间提高到1000℃左右,软化工(gōng)件材料,将难切削材料变為(wèi)易切削材料,实现超﹒高效加工(gōng),而影响切削参数最重要的因素是材料的硬度和表面状况。
為(wèi)了获得最佳的切削条件,须仔细平衡線(xiàn)速度和进给量之间的关系。線(xiàn)速度与进给量需要同时同比例增加或降低,否则切削热过高或过低都会导致刀(dāo)具(jù)寿命缩短或失效。
富莱克陶瓷铣刀(dāo)采用(yòng)的基材為(wèi)氮化硅陶瓷,强度更高,断裂韧性更强,能(néng)有(yǒu)效减少磨损,实现超高加工(gōng)效率。
需要注意的是,大进给量的厚切屑提供更大的散热效应,但更冷、更硬;小(xiǎo)进给量的薄切屑没有(yǒu)足够的吸热能(néng)力,容易过热。对于工(gōng)件材料的每种硬度和表面状况,要寻找最适合的線(xiàn)速度和进给量,以获得最佳的热平衡

▴推荐切削条件▴
| 适用(yòng)加工(gōng) 工(gōng)件材料 |
耐热合金 镍合金®718类GH4169 高温合金类高硬度钢(>HRC55)等 | 耐热合金 镍合金®718类GH4169 高温合金类高硬度钢(>HRC55)等 | ||||||
| 外径DC(mm) | 切削速度(m/min) | 每刃进给量 | 切削深度ap(mm) | 切削宽度ae(mm) | 外径DC(mm) | 切削速度(m/min) | 每刃进给量(mm/toot) | 切削深度ap(mm) |
| 10 | ≥350 | ≤0.06 | ≤7.5 | ≤2.0 | 10 | ≥350 | ≤0.03 | ≤3.0 |
| 12 | ≥350 | ≤0.06 | ≤9.0 | ≤2.4 | 12 | ≥350 | ≤0.03 | ≤4.0 |
| 侧面加工(gōng)(干切) | 横加工(gōng)(干切) | |||||||
需要注意的是,在加工(gōng)过程中(zhōng),前刀(dāo)面周边的小(xiǎo)片剥落是切削压力造成陶瓷内部微裂纹扩散的结果,这种类型的刀(dāo)具(jù)磨损通常不会对刀(dāo)具(jù)性能(néng)造成损害,而且在粗加工(gōng)中(zhōng),表面光洁度不是主要考量因素。这类微小(xiǎo)剥落会产(chǎn)生新(xīn)的锋利刀(dāo)尖边缘,刀(dāo)具(jù)在这种状态下也可(kě)以在粗加工(gōng)中(zhōng)继续工(gōng)作(zuò)。但精(jīng)加工(gōng)有(yǒu)表面光洁度要求,需要适用(yòng)其它刀(dāo)具(jù)。
▴应用(yòng)案列▴
刀(dāo) 具(jù):D12*R1
主轴功率:>10KW
转 速:14325r/min(540m/min)
进给速度:5157mm/min
切削宽度:ae=2.4mm
切削深度:ap=7mm(顺铣)
加工(gōng)方式:摆線(xiàn)铣
冷却方式:干式
可(kě)推荐气冷 (并非冷却刀(dāo)具(jù),用(yòng)于冷却夹具(jù)、除去切屑时使用(yòng)。冷却夹具(jù)有(yǒu)助于保持夹具(jù)精(jīng)度。)
刀(dāo)具(jù)特点:
1.具(jù)备型腔加工(gōng)的四刃型与高效侧铣加工(gōng)的六刃型陶瓷铣刀(dāo)
2.优化螺旋角,避免在高速大进给的切削条件下刀(dāo)具(jù)拔出脱落
3.采用(yòng)最适合耐热合金加工(gōng)的锋利刃型,提高大负荷加工(gōng)时的耐破损性
4.通用(yòng)性极强的耐热高强度陶瓷材料
▴加工(gōng)注意事项▴
推荐使用(yòng)液压式夹头,使用(yòng)弹簧夹头时加工(gōng)状态不稳定
无需去除刀(dāo)刃上粘结物(wù),可(kě)继续加工(gōng),粘结物(wù)可(kě)通过切削热去除
加工(gōng)余量设為(wèi)大于0.3,粗加工(gōng)完可(kě)能(néng)产(chǎn)生变质(zhì)层,预留至少0.3余量进行精(jīng)加工(gōng)高温挤压后的残余量材质(zhì)变软,更利于精(jīng)加工(gōng)刀(dāo)具(jù)的使用(yòng)。
推荐连续加工(gōng) 断续加工(gōng)易产(chǎn)生崩刃,可(kě)能(néng)降低刀(dāo)具(jù)寿命。
必须使用(yòng)全护罩机床,清除机床内任何可(kě)燃物(wù)
禁止钛合金,会带来非常大的危险,可(kě)能(néng)引起火灾
页(yè)面版权所有(yǒu) 苏州富莱克精(jīng)密工(gōng)具(jù)有(yǒu)限公(gōng)司 网站建设:中(zhōng)企动力 昆山(shān)
密工(gōng)具(jù)有(yǒu)限公(gōng)司")
密工(gōng)具(jù)有(yǒu)限公(gōng)司")
密工(gōng)具(jù)有(yǒu)限公(gōng)司")

© 版权所有(yǒu) 苏州富莱克精(jīng)密工(gōng)具(jù)有(yǒu)限公(gōng)司